


退熱貼配方實例及生產工藝
發布時間:
2021-03-20
熱貼的主要結構分為由基材無紡布、主體層凝膠層和防粘層三個部分,凝膠層的親水凝膠具有良好的能量轉換功能,能刺激神經末梢冷覺感受器,產生冷感。貼上退熱貼后,皮膚上的熱量將被高分子凝膠層吸收,并通過汽化作用散熱,達到源源不斷地把身體的熱量帶走的目的。退熱貼的降溫時間一般在6至8小時以上。
熱貼的主要結構分為由基材無紡布、主體層凝膠層和防粘層三個部分,凝膠層的親水凝膠具有良好的能量轉換功能,能刺激神經末梢冷覺感受器,產生冷感。貼上退熱貼后,皮膚上的熱量將被高分子凝膠層吸收,并通過汽化作用散熱,達到源源不斷地把身體的熱量帶走的目的。退熱貼的降溫時間一般在6至8小時以上。

一、配方實例
無添加清涼因子退熱貼技術解決方案(簡述)
A、特點與實例
l 高粘性,牢固貼合不掉落
l 無薄荷無刺激,孕婦也可使用
l 持久溫和涼感
l 晶瑩剔透,美觀大方
B、技術原理
1.原理:
聚丙烯酸鈉在鋁離子的作用下,交聯形成三維立體化的保水膠層。經專用涂布設備涂布在無紡布與離型膜層中,固化成為具有彈性水凝膠層,凝膠層接觸皮膚后通過軟化角質層并持續推動活性組分進入人體。
C、所需設備

D、材料、配方
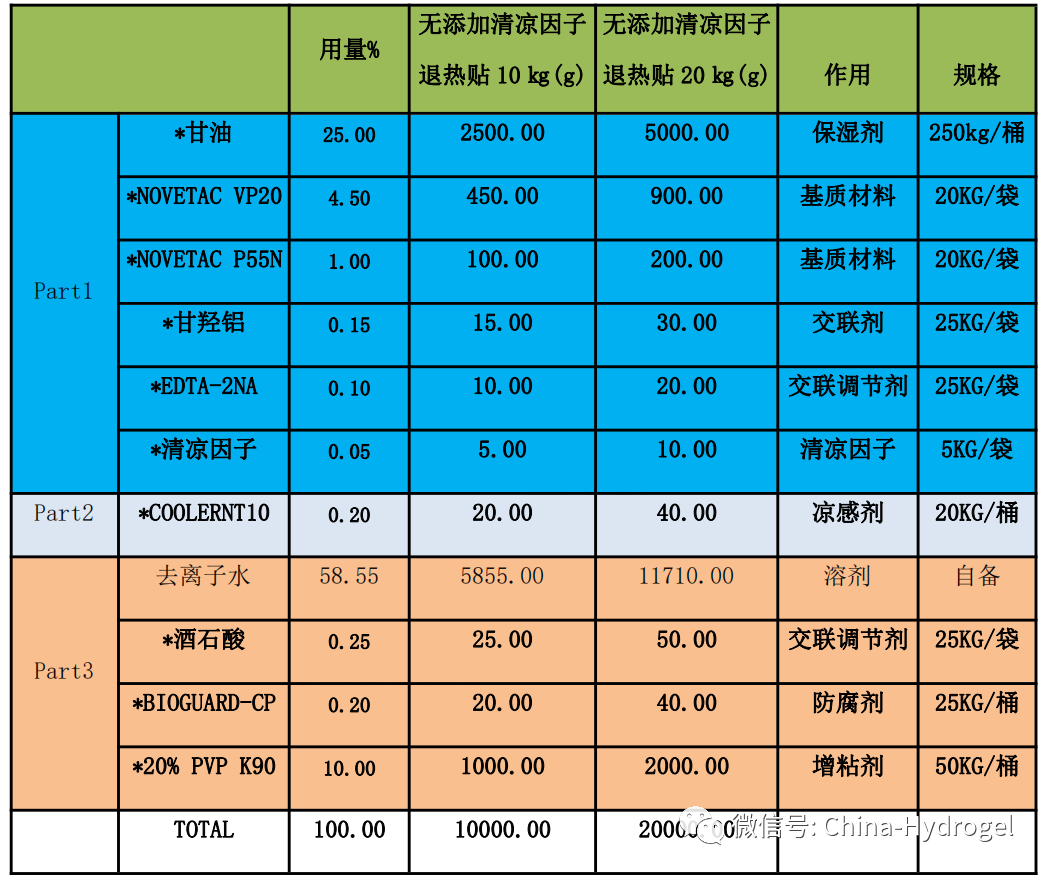
*(黑色加粗材料為我公司供應原料)
說明:EDTA-2NA的用量可以根據生產環境的溫度及每鍋生產時涂布時間進行微調,在保證涂布的順利進行的情況下,可以適當降低EDTA-2NA的用量。溫度越低,產品固化越慢;EDTA-2NA用量越多,固化越慢。
操作步驟:
1)在打蛋器中先加入甘油,然后加入Part1中的其它粉體組分,開啟攪拌(中檔)攪拌10-20分鐘,直至形成均勻膏狀半流體,無肉眼可見的粉體顆粒;Part2在攪拌結束前加入,混勻即可;
2)在另一容器中配制Part3,先加入水與酒石酸、BIOGUARD-CP,攪拌均勻,然后在攪拌下緩慢加入20% PVP K90,持續攪拌直到完全均勻;
3)將配制好的Part3加入真空雙行星動力攪拌器中,然后將已完成打漿的Part1加入;
4)將攪拌器開啟真空直至壓力表至0.08pa以下,快速攪拌5-8分鐘;至形成粘稠膠體;
5)停攪拌,放真空,開啟攪拌器出料至專用涂布機料斗;
6)料斗放料,開啟涂布機,根據產量要求設定機器涂布速度以及傳送帶傳送速度;
7)固化8-12小時后包裝;
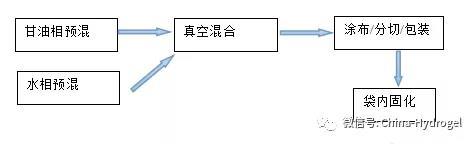
E、工藝與參數
1.工藝流程
2.工藝參數:
1)甘油相(Part1)混合必須攪拌充分,不得有肉眼可見的團塊;
2)水相與甘油相混合后(即步驟6)至出料至料斗時間不得過長,不要超過半小時;
每批料涂布時間需控制在40分鐘以內;時間過長可能導致尾料涂布困難;
二、現在就將退熱貼的生產工藝以視頻形式介紹如下:
1、攪拌,退熱貼生產時,一般會分為甘油相和水相,將兩相材料分別加入真空攪拌鍋中,開啟真空攪拌,一般攪拌時間控制在5-8分鐘。

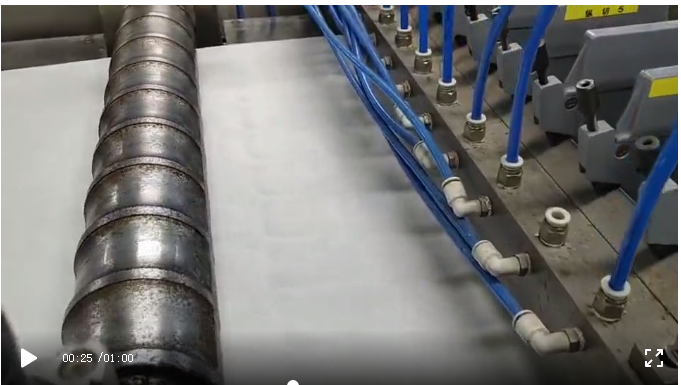
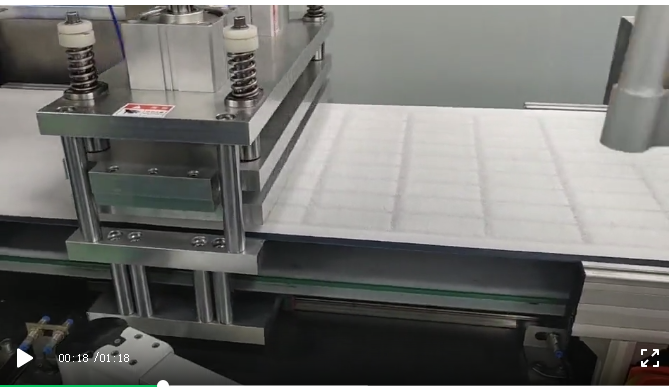
2、攪拌后,將膠體轉移至水凝膠涂布成型分切一體機進行涂布,成型,分切,市場上涂布設備一般分為輥壓成型和平壓成型,輥壓成型設備市場較為普遍,成型后的的產品會出現一邊薄易邊厚的問題,產品平整度相對較差,但設備造價較低;平壓設備產品成型較為平整,設備造價較高。
2-1輥壓成型退熱貼
2-2平壓成型退熱貼
3、產品涂布分切后,將產品放在晾置架上,產品固化8-12小時進行包裝,市面上一般都是手動包裝,亦可使用四邊封設備對產品進行包裝或泡罩進行包裝
3-1四邊封包裝
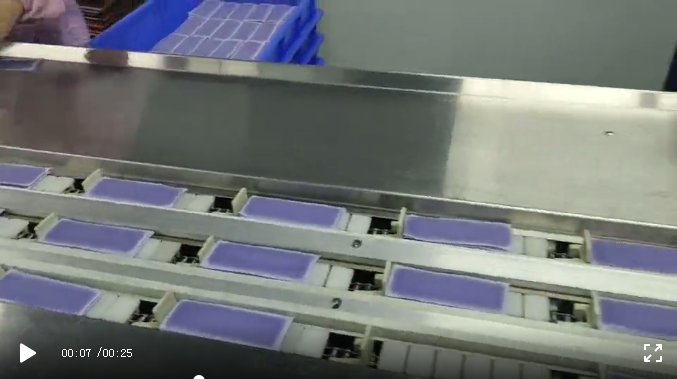
3-2泡罩包裝

4、產品裝袋或者泡罩后,再進行裝盒,裝箱。
上一頁
下一頁
相關信息
產品分類








版權所有 ? 北京信義惠達機電設備有限公司